




09.鉄骨工事
まずは,「過去問題」の解説部分を流し読みして下さい.
この項目も約140問とボリュームが多い項目です.
やってもやっても次から次へと問題が襲い掛かってきますが,負けないで頑張りましょう.
この項目に関しても,よく質問が来る点などについて,実際の問題文の補足説明(問題文が何を意味しているのであるかとか,問題文や解説文のどの部分が重要事項であるのかなど)に関して説明してきます.
切断,切断面の粗さ,ノッチ深さについて
鋼材の切断は,機械式切断法,ガス切断法,プラズマ切断法などにより,鋼材の形状や寸法に合わせて適切な方法で行います.
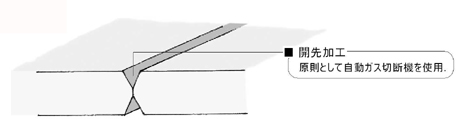
鋼材のガス切断には,原則として,自動ガス切断機を使用します.
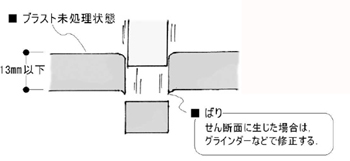
せん断切断の場合の鋼材の板厚は,原則として,13mm以下とします.
プラズマ切断とは,プラズマアークを高速噴射させて切断をする方法で
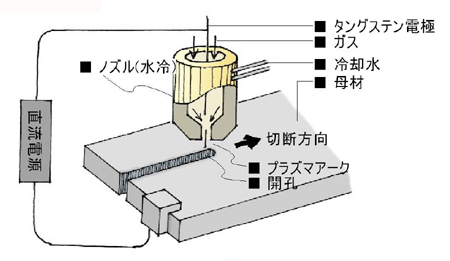
のような感じです.
メタルタッチ部が指定された部分は,部材がお互いに十分密着するように施工精度が必要です.
自動ガス切断機を使用して開先加工を行う場合の開先加工の基準を覚えましょう.
ノッチ深さとは
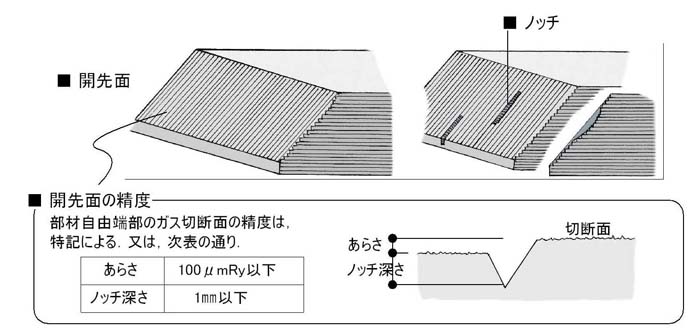
のことです.
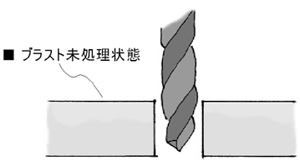
孔あけ加工について
高力ボルト用の孔あけを除き,板厚13mm以下の場合は,せん断孔あけできると覚えましょう.
高力ボルト用のドリルあけも現場ではなく工場での孔あけとなります.
ここで,ドリルあけやせん断あけとは,以下のような孔あけ加工を示します.
高力ボルト接合について
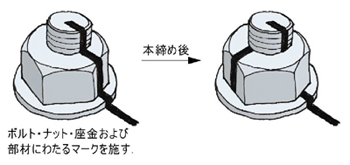
高力ボルトの施工方法について覚えましょう.
トルシア型高力ボルトの締付け方法や締付け後の検査基準を覚えましょう.
すべり係数が0.45以上確保できる摩擦面の処理方法は,自然発錆,又はブラスト処理のいずれかとします.
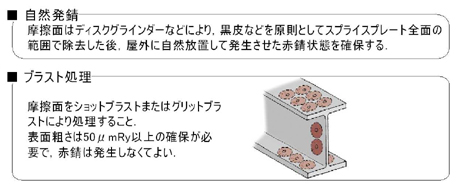
摩擦面を自然発錆による赤錆状態に確保した場合,及びブラスト処理による表面の粗さを50μmRy以上確保した場合は,すべり係数試験の確認は必要ないことを覚えましょう.
亜鉛めっきの場合のすべり係数は0.4とします
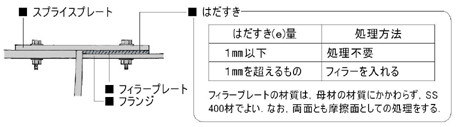
部材接合面にはだすきができたときの処理の方法を覚えましょう.
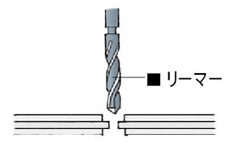
ボルト孔のくい違いの修正基準を覚えましょう.
リーマー掛けとは,キリを用いて孔の修正を行うことです.
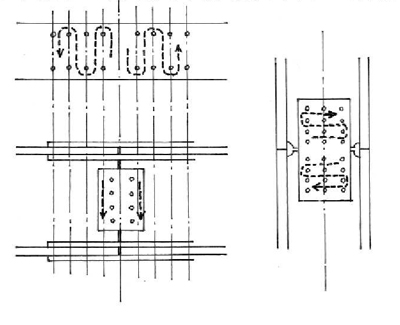
仮ボルトの締付けや本締めの順序は,ボルト郡ごとに,継手の中央部から板端部に向かって締付けることを覚えましょう.
鉄筋のガス圧接や打ち込み杭の施工順序と同じ理由なんですが,逆の順序で行うと,中央部の施工が難しいからです.
溶接作業と検査方法などについて
溶接接合には,いろいろな種類があります.よく質問が来ますので,それぞれの溶接方法についてまとめてみましょう.
アーク手溶接について
心線(溶接金属)のまわりを被覆材(フラックス)で包んだ溶接棒と母材の間に電圧を加え,その間に生じるアーク熱によって母材と心線を溶融させて溶接する方法です.溶接棒の供給,移動は全て手で操作します.
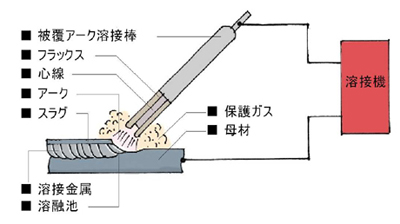
ここで,フラックスとは,アークの熱によって溶けて,ガスを発することにより溶接部分を覆い,溶接金属の酸化を防ぎ,スラグとなって溶着金属の急冷を防ぐ役割をします.
半自動アーク溶接について
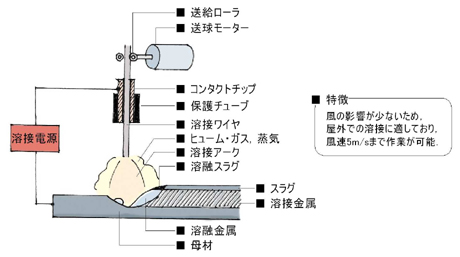
溶接用ワイヤは自動的に送給されますが,溶接トーチの操作は手で行うので,半自動と呼ばれます.手溶接に比べ,細いワイヤに大電流を流すのでアークの力が強く,またアーク熱が集中するのでワイヤの溶ける速さが早く,母材への溶け込みも深くなります.半自動溶接には,「セルフシールド半自動溶接」と「ガスシールドアーク半自動溶接」とがあります.
セルフシールド半自動溶接(ノンガスアーク溶接)とは,溶接ワイヤのフラックスに脱酸剤及び溶融金属保護用の成分を混入することで,外部からガスを供給しないで行うアーク溶接のことを指します.
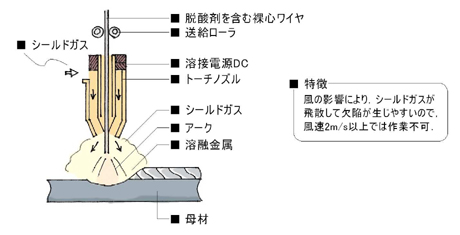
ガスシールドアーク溶接とは,自動的に連続してトーチノズルから供給された裸心ワイヤと母材との間にアークを発生させ,そのアークと溶融金属をシールドガスにより空気中の酸素,窒素の害から保護しながら手で溶接する方法のことを指します.
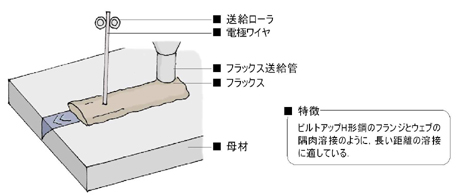
自動アーク溶接(サブマージアーク溶接)とは,自動溶接の代表的なもので,開先上に盛り上げた粒上のフラックスの中に裸の電極ワイヤを突っ込んでアーク溶接を行う方法です.ワイヤの送給,アークの調節や移動を自動で行い,フラックスでシールドされているので高能率な溶接が可能となります.
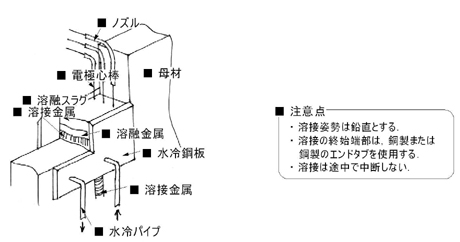
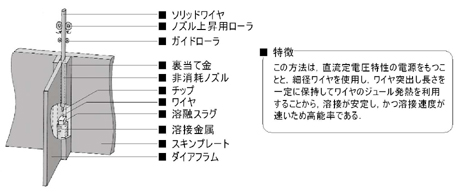
消耗ノズル式エレクトロスラグ溶接(CES溶接)とは,銅又は鋼製あて金に囲まれた溶接部に消耗ノズルを立て,これを通じて溶接ワイヤを連続供給し,スラグ中を流れる電流によって発生する電気抵抗発熱によりワイヤ及びノズルを融解すると同時に,母材開先面を融解して溶接が進行していく方法のことを指します.
非消耗ノズル式エレクトロスラグ溶接とは,開先内で揺動,停止する冷却式の非消耗ノズルに細径のソリッドワイヤ(径1.6mm)を供給し,溶接の進行に伴って非消耗ノズルを常にワイヤの突き出し長さを一定に保つように自動制御しながら上昇させていく溶接方法を指します.
溶接の作業方法としては,溶接変形が最小となるように,「完全溶け込み溶接」から「隅肉溶接」の順序で行います.
ウェブを高力ボルト接合,フランジを現場溶接接合とするなどの混用継手は,原則として,「高力ボルトの締付け」から「溶接」の順序で行います.
高力ボルトと溶接の併用継手(ウェブを高力ボルト接合と溶接接合の両方も用いて結合する継手など)は,原則として,高力ボルトを先に締め付け,次に溶接を行うようにします.
組立て溶接の最小ビード長さは,板厚によって異なるので,整理して覚えましょう.
完全溶け込み溶接とは,接合しようとする母材の端部を,溶接しやすいように切欠きみぞ(開先加工)を作り,その中に溶着金属を完全に満たした溶接継手を指します.
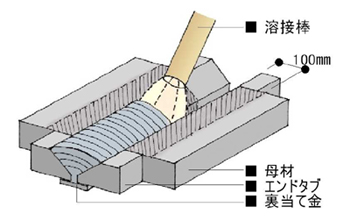
エンドタブや裏当て金の目的と施工方法,施工後の扱いについてを覚えましょう.
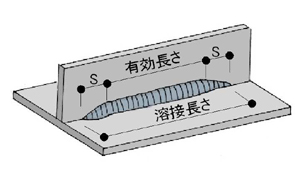
隅肉溶接の溶接長さは,有効溶接長さに隅肉サイズの2倍を加えたものであることを覚えましょう.
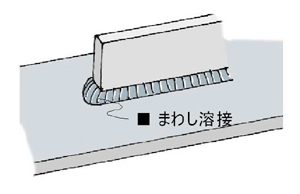
また,隅肉溶接の端部は,滑らかにまわし溶接を行うことを覚えましょう.
溶接不良例や溶接の補修方法を覚えましょう.
最後にスタッド溶接についてみてみましょう.
スタッド溶接とは,鋼棒を母材に植えつける方法で,アーク溶接の一種であり,スタッドを母材に接触させて電流を流し,次にスタッドを少し母材から離してアークを発生させ,溶融したところで押し付けて溶着させる方法です.
スタッドボルトとは,鉄骨梁とコンクリート床の合成梁の効果を期待して,梁フランジに垂直に溶接されたボルトを指します.
デッキプレートの溶接の中に,焼抜き栓溶接があります.
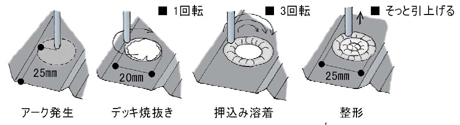
のような溶接です.
■学習のポイント
過去問題の解説部分と「解説集」をチラ見しながら,全体を流し読みしてください.
この項目は毎年数問出題されており,覚える数値も非常に多い項目です.
基本的には,合格ロケットに収録されている過去問20年分の「知識」の理解で十分対応可能な項目であると思われます.
構造(文章題編)の「03.鋼材,金属」「06.鉄骨構造」と併せて,頑張って理解しましょう.